イオン窒化(プラズマ窒化)
窒化処理とは
窒化処理は、鉄鋼製品を加熱し、その表面から窒素原子を製品内部に拡散浸透させる表面硬化法です。
例えば、580℃に保温したアンモニアガス雰囲気中に鉄鋼製品を保持すれば、数時間後にはその表面に鉄-窒素化合物層(「白層」または「化合物層」と呼ぶ)が形成され、同時に表面から製品芯部に向けた緩やかな窒素濃度の勾配が生じます。これは、拡散層と呼ばれます。
窒化した鉄鋼製品では、化合物層により表面硬さが高くなると共に窒素拡散層により表面から芯部に向かう連続した硬さ勾配が生じます。 窒化により鉄鋼製品は、耐摩耗性、疲労強度が向上し、また耐食性や耐焼付き性などのトライボロジー特性も 改善する事が出来ます。窒化は、窒化性雰囲気の生成方式によりガス窒化、塩浴窒化そしてイオン窒化(プラズマ窒化)等に分類され、窒化性雰囲気への添加元素により、窒化、軟窒化そして浸硫窒化などに分類されます。
窒化は、鉄鋼材料をその焼戻し温度(オーステナイト変態温度)以下で表面硬化できる、形状変化の非常に小さい熱処理法として広く利用されています。

イオン窒化装置


イオン窒化装置工程

イオン窒化装置工程
西日本最大級のイオン窒化装置
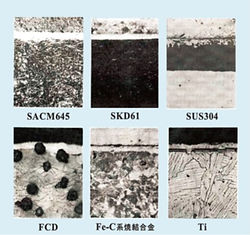
イオン窒化(プラズマ窒化)後の断面組織写真
イオン窒化(プラズマ窒化)は、窒化性ガスに窒素、水素を用い、13.3Pa~1.3kPaの真空雰囲気中で製品と窒化炉の炉壁との間に数百ボルトの直流電圧を印加して得られるグロー放電中で処理されます。 製品は、グロー放電により得られた窒素イオンと水素イオンの製品表面への衝突作用を利用し窒化されます。 イオン窒化(プラズマ窒化)では、イオンの衝突作用により、窒化面の浄化、加熱、そして窒化が同時に進行します。 イオン窒化(プラズマ窒化)は、製品材質や用途ごとに最適な窒化条件選択の自由度が高く、無酸化で硬化できるため、金型や精密機械部品などに幅広く採用されています。

イオン窒化(プラズマ窒化)の機構モデル図
イオン窒化(プラズマ窒化)の特長
特長1
表面に硬質な鉄の窒化物を形成し、同時に拡散した窒素が表層内部を硬化します。
特長2
部分的な窒化防止対策が容易にできます。
特長3
窒素・水素混合ガスの窒化ガス混合比を調整すれば、窒化後の表面に形成される化合物層の組 成を容易に制御することができます。
特長4
380℃~590℃の温度範囲で窒化処理ができるので、処理する材質の適応範囲が広がります。
特長5
ステンレス鋼やTi材の窒化が容易です。
イオン窒化(プラズマ窒化)化処理の適用例
